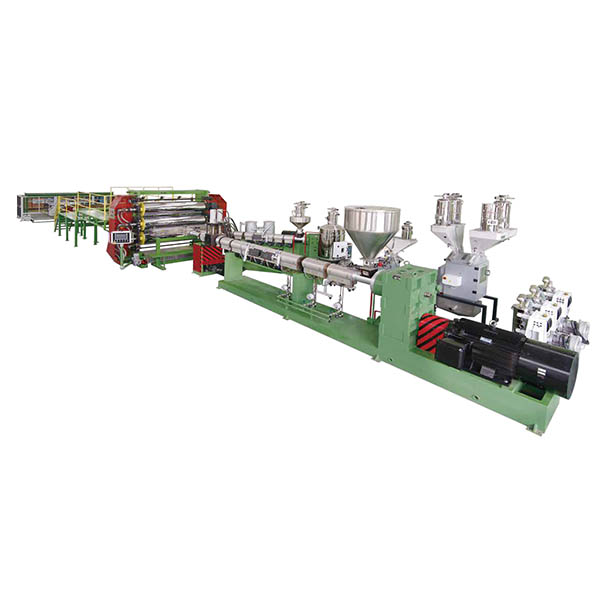
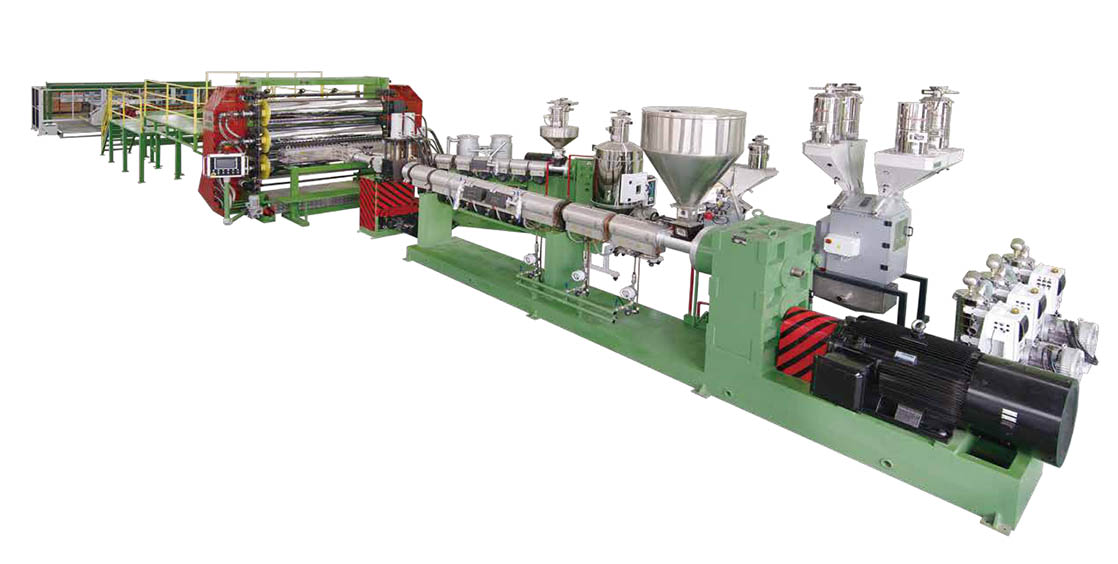
HDPE линия за екструдиране на плочи за термоформоване
Jwell доставя усъвършенствана система за екструдиране, подходяща е за производство на HMW-HDPE материал, който има нисък MFI и висока якост в плоча, плочите се използват главно за производство на автомобилен карет, облицовка на кутията на пикапа, капак на камион, анти-дъжд капак и др. Дебелината на плочата може да намали повече от 30%, когато има същата якост на удар, това намалява производствените разходи за производителите. Дебелина на плочата 2-12 мм, ширина 2000-3000 мм.
Основна техническа спецификация
|
Модел |
Ширина на продукта (мм) |
Дебелина на продукта (мм) |
Капацитет (kg/h) |
|
JW130+JW70 |
2200 |
1,5-12 |
600-700 |
|
JW150+JW90 |
2600 |
1,5-12 |
800-900 |
Забележка: Спецификациите подлежат на промяна без предизвестие.
Показване на изображението на продукта




Трансмисионна система
Функцията на задвижващата система е да задвижва винта и да доставя въртящия момент и скоростта, изисквани от винта в процеса на екструдиране. Обикновено се състои от двигател, редуктор и лагер.
Устройство за отопление и охлаждане
Нагряването и охлаждането са необходими условия за протичане на процеса на екструдиране на пластмаса.
1. Екструдерът обикновено използва електрическо отопление, което се разделя на нагряване със съпротивление и индукционно нагряване. Нагревателният лист е монтиран в тялото, врата и главата. Нагревателното устройство загрява пластмасата в цилиндъра външно, за да повиши температурата, за да достигне температурата, необходима за процеса на работа.
2. Охлаждащото устройство на екструдера е настроено да гарантира, че пластмасата е в температурния диапазон, изискван от процеса. По-конкретно, това е да се изключи излишната топлина, генерирана от триенето на срязване, причинено от въртенето на винта, така че да се избегне твърде високата температура, за да затрудни пластмасата да се разложи, изгори или оформи. Охлаждането на цевта е разделено на два вида: водно охлаждане и въздушно охлаждане. По принцип малките и средните екструдери са по-подходящи за въздушно охлаждане, а големите са предимно с водно охлаждане или комбинирани с две форми на охлаждане.
Категории продукти
-

Линия за екструдиране на ламинат TPU/ABS
-

PP линия за екструдиране на плоскости с пчелна пита
-

Линия за производство на композитни листове от TPO+PP пяна
-

LFT/FRP непрекъснат композитен подсилен с влакна E...
-

TPO/PVC+PP пяна, композит за интериор на автомобила...
-

Линия за екструдиране на композитна кожа TPO/TPU





